
The following is an article from Phillip Fawell, Alton Grabsch, Ismael Mola and Claudia Castillo, CSIRO Mineral Resources, Australia which appeared in the Paste 2024 Supplement.
Cylinder settling tests: The misunderstood mainstay of tailings studies
By Phillip Fawell, Alton Grabsch, Ismael Mola and Claudia Castillo, CSIRO Mineral Resources, Australia
Settling tests are ubiquitous in the study of fine particle aggregation and subsequent dewatering by sedimentation. They play a valuable role in process optimisation, reagent selection and in the design of industrial unit operations. While evidence of such testing may go back centuries, arguably the earliest general study of aggregated suspension settling to inform design can be credited to Coe & Clevenger (1916), with ready quantification from visual observations and sampling making it a fertile area for research.
That a test can be easily performed does not then mean it is routinely done well, and critically, procedures optimised for one industry will not be so when applied in another. Most settling tests originate in waste water clarification, where solids are predominantly fine and of low density, their concentrations dilute, required settling rates no more than moderate, and the main performance target being the lowest possible supernatant solids concentration. Aggregation is usually through changing surface charge (coagulation), and the need to promote particle collisions at low solids generally means prolonged mixing measured in minutes (Gregory 1989). Impeller-stirred beakers (jar tests) are, therefore, the norm, with settling rates (often on transfer to a cylinder) and clarity then measured after mixing is stopped. Alternatively, graduated cylinders can be used directly; mixing then being achieved by inversions or plunger strokes. Amarjargal & Taşdemir (2023) recently contrasted both approaches in waste water studies, noting the mixing in jar tests was more conducive to fines capture, while cylinder testing gave more accurate settling rates.
It is a very different situation with mineral tailings – solids are coarser, denser and at higher concentrations, while aggregation is through polymer bridging by high molecular weight flocculants that give larger aggregates and the potential for very fast settling. Optimal aggregation times are measured in seconds instead of minutes, and with polymer-bridged aggregates broken irreversibly, performance is adversely affected by prolonged mixing. Jar tests become problematic – shear rates near the tips of impeller blades can be an order of magnitude higher than the mean value across the vessel volume (Glasgow & Kim 1986). Most aggregation takes place near the impeller in low solids coagulation, but aggregation proceeds throughout the vessel for tailings flocculation, making it difficult to define the shear regime or to prevent over-mixing. Jar tests can be relevant when more concerned with downstream behaviour, but are still used widely to compare feedwell flocculants despite the likelihood of missing key trends.
Cylinder tests are also far from ideal for research, in that the applied shear rates will still be broad and ill-defined. However, they do offer greater scope for shorter mixing durations through simple variation of the number of applied inversions or plunger strokes, and settling rates can then be measured directly without additional shear from transfer to cylinders. Settling rate results are known to depend upon the cylinder size and volume, which has been attributed to wall effects, but was clearly shown by Farrow & Swift (1996) to reflect distinct mixing regimes, obtaining identical initial settling rates when flocculating externally and filling cylinders of varying diameter. Wall effects are significant for subsequent consolidation (Lester et al. 2014), and, therefore, affect final settled volumes.
Recommendations on conducting cylinder tests for effective comparison of flocculants have been provided (Fawell et al. 2015), but there is also considerable scope to maximise the information that can be derived from such tests for modelling and design purposes. Several examples will now be given.
Getting to the gel point
The gel point (ϕg) in a settling test is defined as the solids concentration where particles or aggregates are touching each other, and above this concentration a yield stress is observed. Bed heights and solids profiles within a thickener are very sensitive to ϕg, and hence it can be a valuable parameter in modelling. It is typically derived from ‘equilibrium’ settled volumes in cylinders (e.g. after 24 hours or longer), which is sensible for dispersed particles but will inevitably overestimate ϕg for flocculated aggregates. As a consequence, modelling can predict thickeners discharging solids <ϕg for many conditions (Gladman et al. 2010), and while that is possible, it is likely the ‘true’ ϕg for an initially formed bed is much lower.
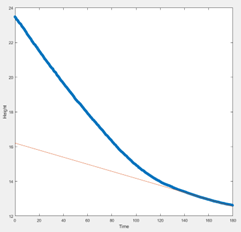
Castillo et al. (2023) were able to derive ϕg from cylinder settling curves (height versus time) for flocculated copper tailings, using this to achieve realistic predictions of thickener bed properties. However, it required much higher fidelity settling data than is usually measured, particularly as settling begins to slow, so that the volume at the beginning of the compression zone in the test can be elucidated. Rahimi et al. (2015) provide an indirect means for determining ϕg through batch-settling experiments, varying initial solid concentrations and mudline heights. Utilising a batch-settling curve, the equilibrium height of the sediment bed is ascertained, and a tangent line drawn from inception of the compression phase. Subsequently, ϕg is derived via the initial slope of the correlation between the initial solid volume fraction, initial suspension height, and equilibrium sediment height. The identification of the compressive zone’s onset necessitates the presence of three distinct regions within experimental height versus time data, as depicted in Figure 1a.
The anticipated trend in height evolution is characterised by linear behaviour during the initial phase until time T1. Subsequently, from T1 to T2, the height trajectory assumes a non-linear, curved form. It is imperative the height versus time dataset captures all three delineated regions, with particular emphasis on the final period from T2 to the concluding time. Examples of inadequate datasets, which lack either region 2 or both regions 2 and 3 are also presented in Figure 1. Many datasets from laboratory testwork will also suffer from an inadequate number of points beyond region 1.
(a)

(b)
(c)
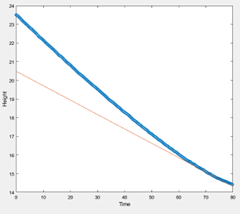
Figure 1. (a) Illustration of good quality data for gel point calculations. (b) and (c) show commonly observed bad data, missing region 3 and both regions 2 and 3, respectively.
Clarities measured in NTU are ‘not that useful’
Maximising the efficiency of flocculation can be important in some tailings applications, with supernatant clarities after cylinder settling determined a fixed time after dosing as an indication of fines capture. Using clarity wedges, turbidity meters or nephelometer probes is convenient, but they give arbitrary values that can be difficult to interpret, particularly for feeds of different particle sizes and mineralogies. While rough calibrations are possible, actually quantifying suspended solids should be preferred.
Measuring clarity well after dosing (e.g. at 30 minutes) limits sensitivity to issues with poor fines capture; sampling at two or five minutes after dosing is far more relevant to tailings thickening. In some applications, it is also invaluable to confirm if particular phases report preferentially to the overflow, possibly not amenable to aggregation by a chosen product. Such phases can represent a recirculating load that builds up over time, with potential detrimental impacts on upstream processes. While hydrodynamic improvements can minimise flocculation inefficiencies, pre-coagulation will be required to aggregate suspended ultra-fines.
When test arrays go astray
Geometallurgical studies for process/flowsheet design commonly have extensive mineralogical characterisation of many samples with detailed tests informing leaching and/or flotation stages. There may also be tailings flocculation and rheological testing across the sample set, but limited testing conditions often prevent any significant prediction of dewatering behaviour.
Any cylinder testing should capture the impact of solids concentration on flocculation and settling responses for fresh samples (i.e. not after serial dilution and resuspension of flocculated solids). Without this, it is impossible to understand how settling flux is affected by mineralogy and particle size variations, which then allows the need for solids dilution prior to flocculation to be defined. Figure 2 illustrates this for iron ore tailings at three different levels of grinding. The coarse tailings contained <2% by mass under 10 µm in size, and very rapid settling could be achieved at a flocculant dosage of only 10 g t-1, the coarse particles having a ballasting effect when aggregated with the fines (e.g. Zhang et al. 2020). Finer particle sizes substantially lower the setting flux that can be achieved and the optimum solids concentration for this. Critically, for the finest grind size, mass under 10 µm rises to 16%, and the settling flux remains low even after tripling the dosage.
Many fail to recognise the absolute necessity for the measured settling rates to fall within a sensible range – ideally no more than 30 m h-1. Although it is possible to capture faster settling rates, the sensitivity of very large aggregate sizes to small variations in dosage and mixing conditions, combined with ill-defined mudline interfaces, make the values obtained unreliable, and it is rare they are required in practice. There are published examples reporting such high settling rates (Smitham & Loo 1989; Chen 1998; Alizadeh et al. 2024), with performance comparisons highly questionable. To derive settling fluxes from excessively high settling rates for design purposes can be misleading.
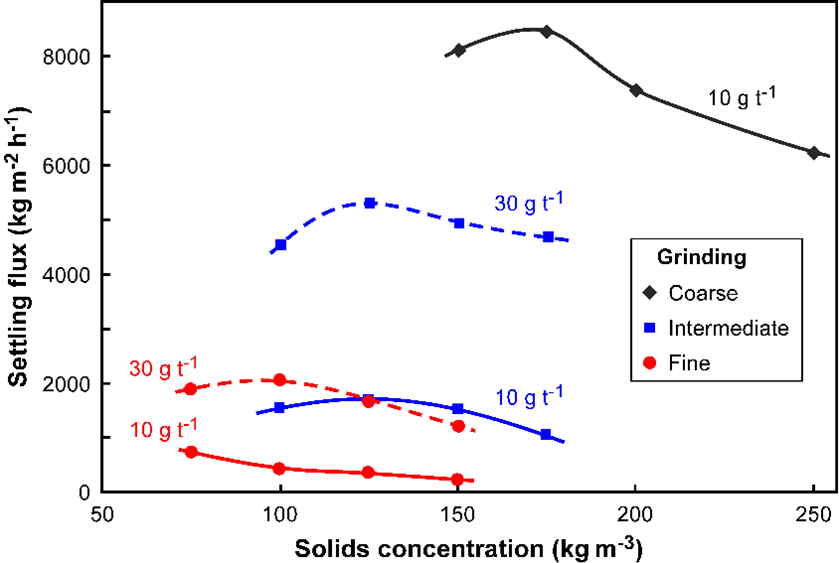
Figure 2. Iron ore tailings at three levels of grinding – coarse (d50 81.3 µm, P80 158 µm), intermediate (d50 39.3 µm, P80 86.3 µm) and fine (d50 13.6 µm, P80 70.6 µm). Adapted from Grabsch et al. (2020)
In summary
The humble cylinder test can actually be the source of a wealth of information if high-fidelity measurements are made, but the significance and reliability of such data is predicated on both sensible control of flocculation conditions and an understanding of what is required for the particular application. Of course, design or modelling data may not always be sought, but even simple flocculant comparisons will benefit from more careful design and execution of such tests.
References
Alizadeh, H, Leon, VF, Arinaitwe, E & Pawlik, M 2024, ‘A role of chain flexibility of polyacrylamide-based flocculants in flocculation of fine quartz’, Journal of Water Process Engineering, vol. 58, 104867, https://doi.org/10.1016/j.jwpe.2024.104867
Amarjargal, B & Taşdemir, T 2023, ‘A comparative study: evaluation of wastewater suspensions flocculation performance using laboratory graduated cylinder and jar test methods’, Water, Air, & Soil Pollution, vol. 234, 583,
https://doi.org/10.1007/s11270-023-06605-0
Castillo, C, Fawell, P, Medina, D, Mola, I, Irribarra, S, Nuñez, S, Oyarzún, M & Carreño, H 2023, ‘Towards tailings geometallurgy: predicting thickener rake torque for copper tailings dewatering’, in H Quelopana (ed.), Tailings 2023: 9th International Conference on Tailings Management, Gecamin, Santiago.
Chen, WJ 1998, ‘Effects of surface charge and shear during orthokinetic flocculation on the adsorption and sedimentation of kaolin suspensions in polyelectrolyte solutions’, Separation Science and Technology, 33, no. 4, pp. 569–590.
Coe, HS & Clevenger, GH 1916, ‘Method of determining the capacity of slime-settling tanks’, Transactions of the American Institute of Mining and Metallurgical Engineers, vol. 55, pp. 356–384.
Farrow, JB & Swift, JD 1996, ‘A new procedure for assessing the performance of flocculants’, International Journal of Mineral Processing, vol. 46, no. 3–4, pp. 263-275, https://doi.org/10.1016/0301-7516(95)00084-4
Fawell, PD, Costine, AD & Grabsch, AF 2015, ‘Why small-scale testing of reagents goes wrong’, in RJJ Jewell & AB Fourie (eds), Paste 2015: Proceedings of the 18th International Seminar on Paste and Thickened Tailings, Australian Centre for Geomechanics, Perth, pp. 153–165, https://doi.org/10.36487/ACG_rep/1504_10_Fawell
Gladman, BR, Rudman, M & Scales, PJ 2010, ‘Experimental validation of a 1-D continuous thickening model using a pilot column’, Chemical Engineering Science, vol. 65, no. 13, pp. 3937–3946 https://doi.org/10.1016/j.ces.2010.03.029
Glasgow, LA & Kim, YH 1986, ‘Characterization of agitation intensity in flocculation processes’, Journal of Environmental Engineering, vol. 112, no. 6, pp. 1158–1163.
Grabsch, AF, Yahyaei, M & Fawell, PD 2020, ‘Number-sensitive particle size measurements for monitoring flocculation responses to different grinding conditions’, Minerals Engineering, vol. 145, 106088, https://doi.org/10.1016/j.mineng.2019.106088
Gregory, J 1989, ‘Fundamentals of flocculation’, CRC Critical Reviews in Environmental Control, vol. 19, no. 3, pp. 185–230.
Lester, DR, Buscall, R, Stickland, AD & Scales, PJ 2014, ‘Wall adhesion and constitutive modeling of strong colloidal gels’, Journal of Rheology, vol. 58, no. 5, pp. 1247–1276 https://doi.org/10.1122/1.4891873
Rahimi, M, Abdollahzadeh, AA & Rezai, B 2015, ‘The effect of particle size, pH, and flocculant dosage on the gel point, effective solid stress, and thickener performance of a coal-washing plant’, International Journal of Coal Preparation and Utilization, vol. 35, no. 3, pp. 125–142, https://doi.org/10.1080/19392699.2014.996288
Smitham, JB & Loo, CE 1989, ‘Flocculant selection for coal process streams’, Dewatering Technology and Practice Conference, The Australasian Institute of Mining and Metallurgy, Melbourne, pp. 37–45.
Zhang, Z, Nong, H, Li, Y, Zhao, L & Gao, H 2020, ‘Effects of ballasting particles on settling rate of iron ore tailings’, Particulate Science and Technology, vol. 38, no. 4, pp. 427–432, https://doi.org/10.1080/02726351.2018.1558320

P Fawell
CSIRO Mineral Resources, Australia

AF Grabsch
CSIRO Mineral Resources, Australia

I Mola
CSIRO Mineral Resources, Australia

C Castillo
CSIRO, Chile
Now with Metcellerate, Chile